为了给您提供更全面的法兰毛坯,【环形锻件】商家直供产品信息,我们上传了最新的产品视频。请花几分钟时间观看,您会发现更多惊喜。
以下是:法兰毛坯,【环形锻件】商家直供的图文介绍
甘肃金昌法兰毛坯品种齐全、价格合理,搏远金属制品有限公司实力雄厚,重信用、守合同、保证产品质量,以多品种经营特色和薄利多销的原则,赢得了广大客户的信任,公司始终奉行“诚信求实、致力服务、唯求满意”的企业宗旨,全力跟随客户需求,不断进行 甘肃金昌法兰毛坯产品创新和服务改进。




中文名称:法兰毛坯
英文名称: Flange blank
定义:根据法兰成品所要求的形状、工艺尺寸等制成的供进一步加工用的生产对象。
应用学科:机械工程(一级学科);机械工程(2)总论(二级学科)
铸造法兰毛坯
铸造出来的法兰,毛坯形状尺寸准确,加工量小,成本低,但有铸造缺陷(气孔.裂纹.夹杂);铸件内部组织流线型较差(如果是切削件,流线型更差);
目前少数劣质法兰铸件采用铸造,对尺寸精度要求较高的小型铸件,可采用特种铸造,如永久型铸造、精密铸造、压力铸造、熔模铸造成和离心铸造等。缺点是此类法兰多采用“山西面包铁”制作而成,在使用过程中易产生渗漏现象。
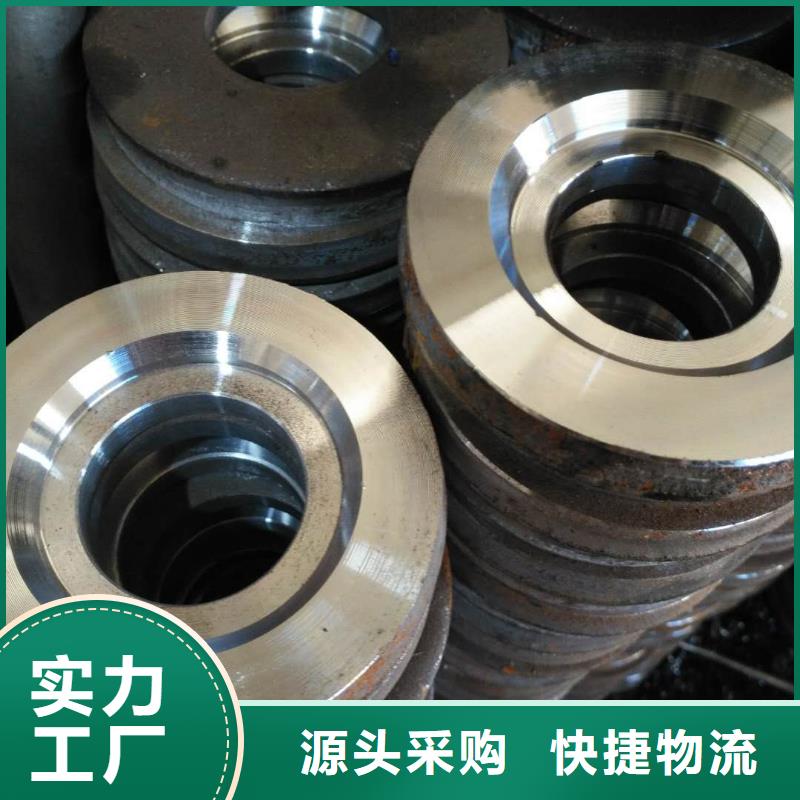
锻造法兰毛坯
锻造法兰毛坯由于经锻造后可得到连续和均匀的金属纤维组织。因此此类毛坯的力学性能较好,常用于受力复杂的环境使用。其中自由锻件的精度和生产率较低,主要用于小批生产和大型法兰的制造。
热卷法兰毛坯
热卷法兰毛坯是通过将钢坯经加热炉轧制成扁钢由热卷机卷制成圆的工艺来进行,是目前国内较为先进的一种法兰毛坯制作形式,河南昌通科技发明的热卷工艺与传统法兰制作工艺相比,具有以下明显优点:(1)、原材料全部采用标准方坯,材质稳定可靠;



高颈法兰又称之为对焊法兰,它与平焊法兰不同之处在于从法兰与管子焊接处到法兰盘有一段长而倾斜的高颈,此段高颈的壁厚沿高度方向逐渐过渡到管壁厚度,改善了应力的不连续性,因而增加了法兰强度。
高颈法兰主要用于工况比较苛刻的场合,如管道热膨胀或其他载荷而使法兰处受的应力较大或应力变化反复的场合,压力、温度大幅度波动的管道或高温、高压及零下低温的管道。高颈法兰不易变形,密封好,应用广泛,公称压力PN1.0MPa~PN25.0MPa左右。
高颈法兰按照密封面的种类可以分为:平面高颈法兰、突面高颈法兰、凹凸面高颈法兰、榫槽面搞法兰、环连接面高颈法兰。
松套法兰简称PJ法兰,平焊环松套法兰(PJ/RJ)是可以活动的法兰片,一般是配套在给排水配件上(伸缩节上最常见),厂家出厂时伸缩节两端就各有一片法兰,平焊环松套法兰直接与工程中的管道、设备用螺栓连接。
一般来讲,在以下三种情况之一时用平焊环松套法兰:
1、节约成本。当管材材质特殊,价格昂贵时,焊接同样材质的法兰成本高。
2、不便于焊接或不便于加工或需要的强度大。如塑料管、玻璃钢管之类。
3、便于施工。如连接时法兰螺栓孔对应不便于找正或者防止日后更换设备法兰螺栓孔有变等。


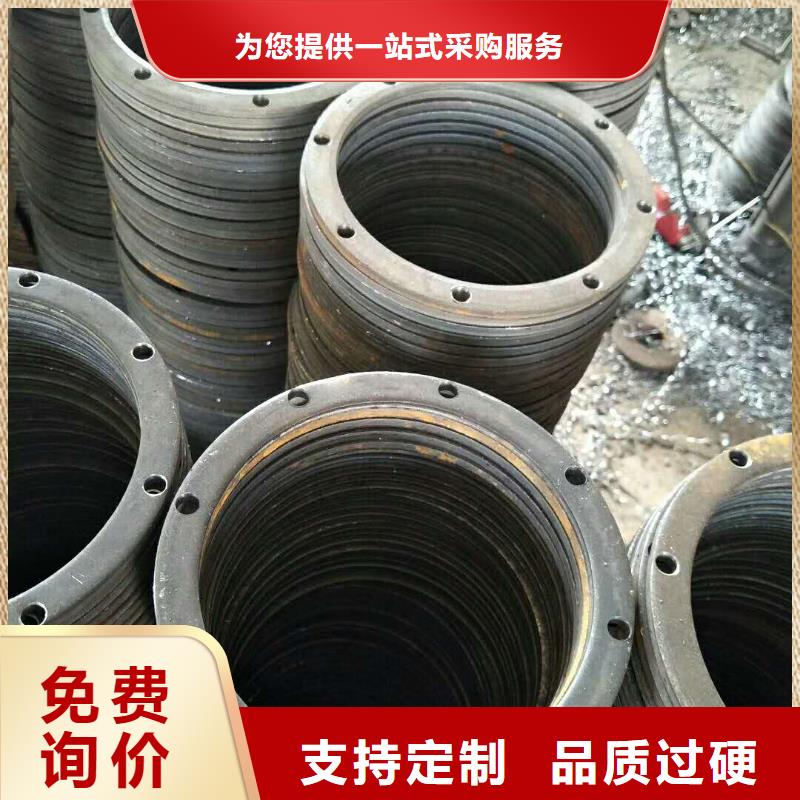
环形锻件是锻造行业中的产物,锻件的一种类型。是金属坯料(不含板材)施加外力,通过塑性变形塑造的要求变成合适的压缩力的环形物件。这种力量典型的通过使用铁锤或压力来实现。锻件过程建造了精致的颗粒结构,并改进了金属的物理属性。环形锻件在日常生活中随处可见,是一种工业制品。1、滑线落料:根据产品要求将钢锭切割成合理大小及重量;
2、加热(含回火):加热设备主要单室炉、推杆炉和台式退火炉,所有加热炉均采用天然气做燃料,钢锭的加热温度一般在1150℃~1240℃,冷钢锭的加热时间1~5小时左右,热钢锭的加热时间则是冷钢锭加热时间的一半,加热后的钢锭进入锻造工序。
3、锻造:被加热至1150~1240℃左右钢锭从加热炉中取出,然后由操作机放入空气锤或电液锤,根据钢锭的大小和锻造比要求进行相应的墩粗,拔长等工艺,实时监测锻件尺寸,并通过红外测温仪控制锻造温度。
4、检验:对锻件毛坯进行初步检验,主要是外观和尺寸的检验。外观方面主要检验是否存在裂纹等缺陷,尺寸方面必须保证毛坯余量在图纸要求范围内,并做好记录。
5、热处理:将锻件加热到预定温度,保温一定时间,然后以预定的速度冷却,以改善锻件内部组织和性能的一种综合工艺。其目的是消除内应力,防止在机械加工时变形,调整硬度使锻件利于切削加工。经过热处理后的钢锭,根据材质的要求对钢锭进行空冷或水冷、淬火处理。
6、粗加工:锻件基本成型后根据产品需求加工成各种不同规格的锻件。
7、超声波探伤:锻件冷却结束后温度降到20℃左右进行超声波探伤达到国标Ⅰ,Ⅱ,Ⅲ等标准和表面缺陷的检验。








 扫一扫
扫一扫