



 扫一扫
扫一扫
长期以来耀禹水利机械厂(云浮市罗定市分公司)坚持“发展经济、服务社会”的经营宗旨,以 底轴液压闸门市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 底轴液压闸门产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 底轴液压闸门服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 底轴液压闸门规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。


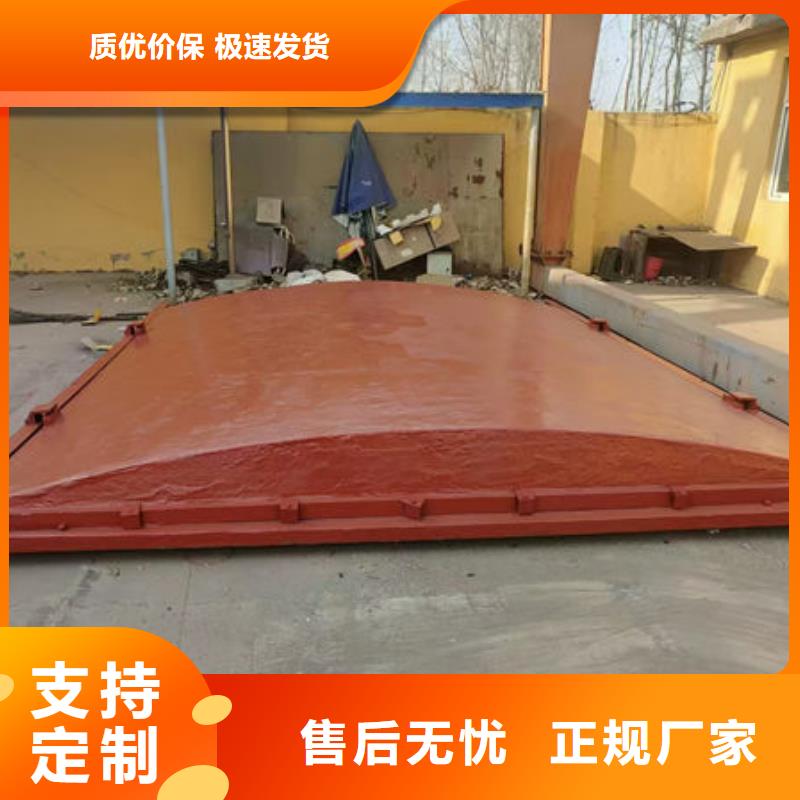
静平衡试验 闸门启闭机自由吊离锁定梁100mm,通过滑道中心测量上、下游方向与左、右方向的倾斜,单吊点平面闸门的倾斜不应超过门高的1/1000,且不得大于8mm。当超过时,应予配重调整,符合标准后方可进行试槽。 (9)平面闸门试验 闸门安装完毕,对闸门进行试验和检查。试验前检查并确认吊头、抓梁等动作灵活可靠;充水装置在其行程内升降自如、封闭良好;吊杆的连接情况良好。同时还应检查门槽内影响闸门的杂物等是否清理干净,然后方可试验。平面闸门的试验项目包括: a. 无水启闭试验 在无水的状态下,闸门与相应的启闭机等配合进行全行程启闭试验。试验前在滑道支承面涂抹钙基润滑脂,闸门下降和过程中用清水冲淋橡胶水封与不锈钢止水板的接触面。试验时检查滑道的运行情况,应对闸门水封进行漏光检查,止水处应严密。 b. 充水试验和静水启闭试验 本工程在无水启闭试验合格后进行,检查闸门与门槽的配合以及橡胶水封的漏水情况。试验时检测闸门在运行中有无振动,闸门全关后底水封与底坎接触是否均匀。 c. 在有条件时,对闸门进行动水启闭试验。 (10)、平面闸门安装质量要求 平面闸门安装质量要求按招标文件及有关 规范的要求执行。



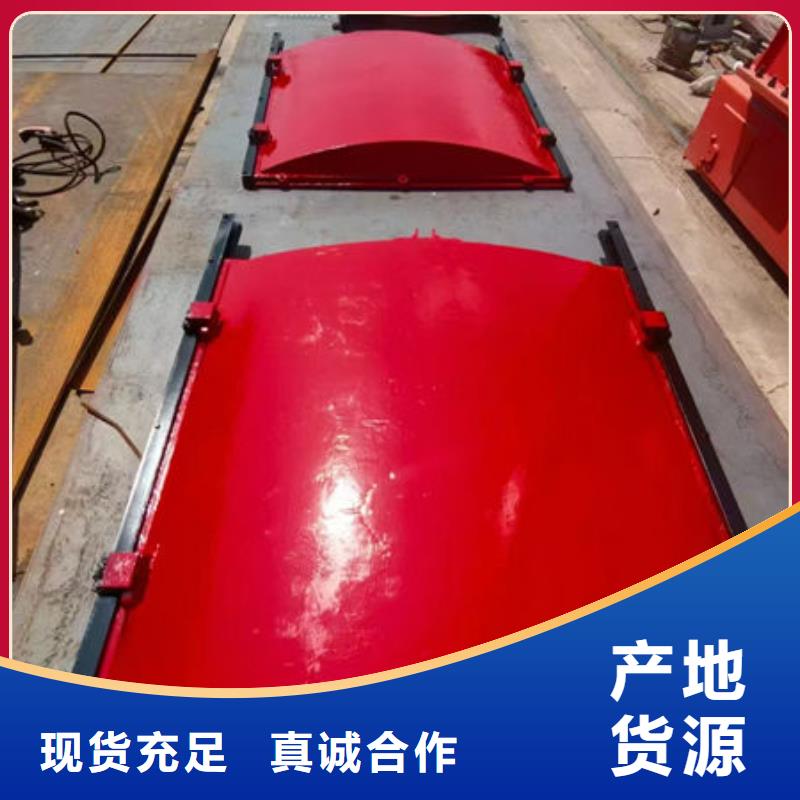
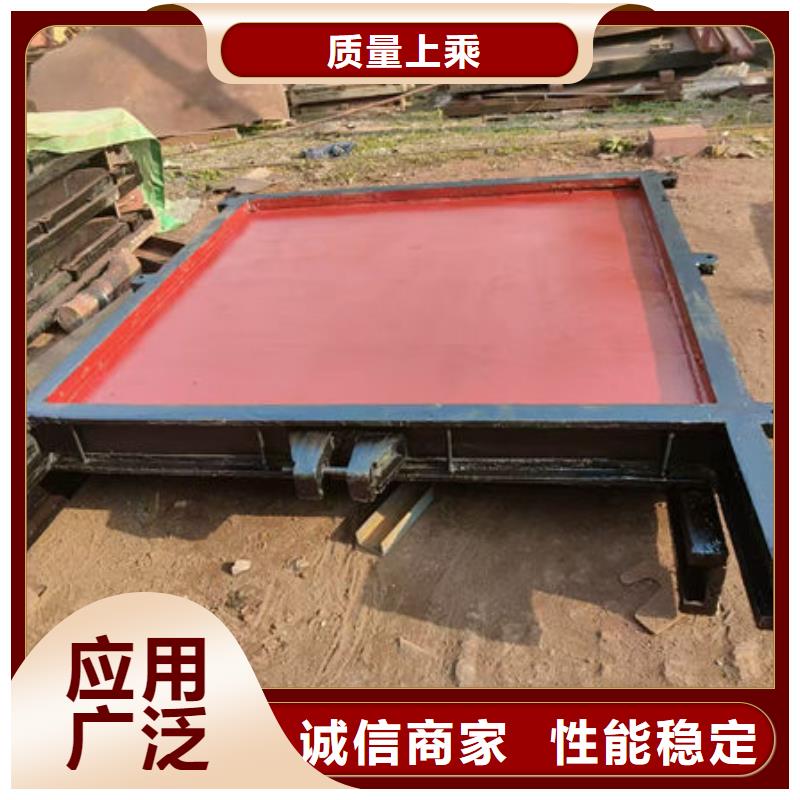
铸铁闸门安装步骤详解 铸铁闸门是一种直升直降式平面或孤形滑动闸门,主要是靠螺杆启闭机来开启和关闭。启闭机带动闸门门体上下运行,达到疏通和截阻水流的作用。 铸铁闸门 的特点是防腐蚀性强。铸铁闸门由闸框和闸门、压块等几部份组成,但铸铁闸门和钢闸门 的不同是这些部件是一个整体,必须整体安装。新河县宏康水利机械厂的工程师给大家讲一下铸铁闸门的安装方式和怎样安装铸铁闸门: 一.基建预埋。闸门有几种常见的安装形式:附壁式、预埋式。1.附壁式是铸铁闸门直接用膨胀螺丝或化学螺丝安装。把铸铁闸门整体(注意铸铁闸门和铸铁闸框必须整体安装不能拆开)吊装在出水口墙壁上,用膨胀螺丝或化学螺丝把铸铁闸框订在墙上,不做任何水泥浇筑。2.预埋式又称为浇筑式,适用于大型闸门或者小型闸门的反向止水。此安装方式需要水泥墙上预留闸门安装槽,并在安装槽内的预埋钢筋。 @安装形式 铸铁闸门的安装形式是根据其基建特点以及其用途来决定的。 1.机闸一体式,又叫做自承式,主要是启闭机和闸门为一体结构,安装时闸门和启闭机一起安装,这种安装方式 特点为费用较少,因为不用做启闭机的水泥横梁,缺点是只能用于渠道、池塘等水压较小的地方,不能用于水库水压较深的出水口。 2.平底式。平底式是指闸门底部直接置于渠底或者河道底部。 3.附壁式,又称为墙壁式,是指闸门直接用螺丝悬空固定在水泥墙上。 4.渠道式,是指闸门直接安装在渠道中间。






技术支持:s797.com