为了给您提供更全面的【弯管】H型钢拉弯按需定做产品信息,解锁【弯管】H型钢拉弯按需定做产品新体验,视频带你玩转每个细节!
以下是:【弯管】H型钢拉弯按需定做的图文介绍


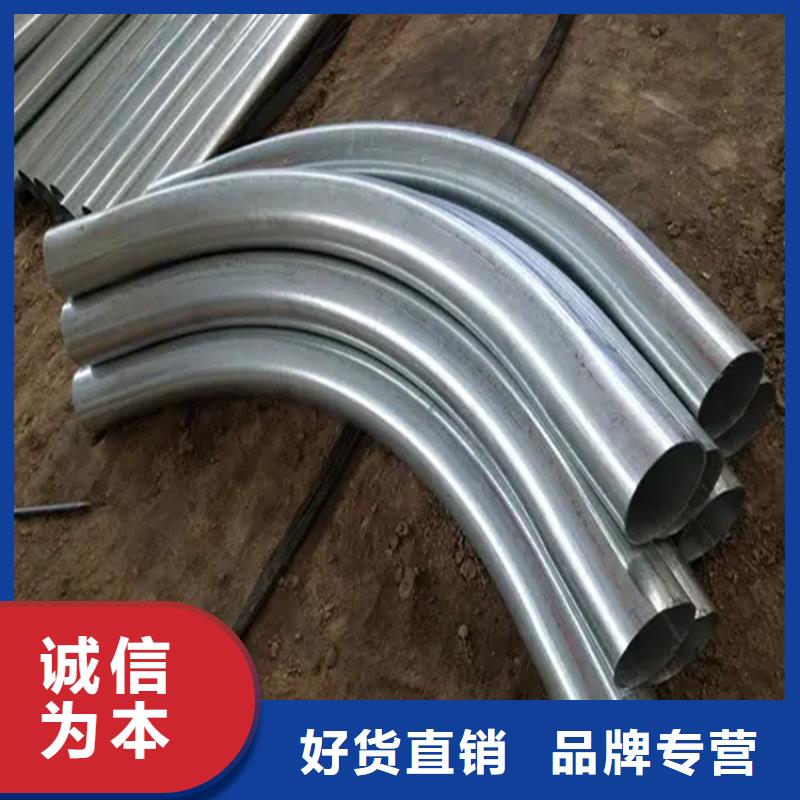
主要特点/弯管机,结构方面 弯管机图册 1、弯管机采用触荧幕加数控模组,对话式操作,程式设定简便容易; 2、床身结构稳固,不易变形; 3、每一档可设定16个弯管角度,记忆体可储放16组档案; 4、俱慢速定位功能,弯管角度稳定,重复精度达±0.1°; 5、错误讯息在屏幕上显示,帮助操作者立即排除; 6、提供自行研发之座标转换弯管加工值,软体可选购装在桌上型电脑编辑计算。 工艺方面 弯管机进行管材的弯曲和板料的弯曲一样。在纯弯曲的情况下,外径为D,壁厚为t的管子受外力矩M的作用发生弯曲时,中性层外侧管壁受拉应力σ1作用,管壁变薄;中性层内侧管壁受拉应力σ1作用,管壁变厚。而且横截面的形状由于受合力F1和F2的作用由圆形变为近似椭圆形,当变形量过大时,外侧管壁会产生裂纹,内侧管壁会出现起皱。 管材的变形程度,取决于相对弯曲半径R/D和相对厚度t/D数值的大小、R/D和t/D值越小,表示变形程度越大。为保证管件成形质量,必须控制变形程度在许可范围内,管材弯曲成形极限不仅取决于材料的力学性能和弯曲方法,而且还考虑管件的使用要求。管件的成形极限应包含以下几个内容: (1)中性层外侧拉伸变形区内的伸长变形不超过材料塑性允许值而产生破裂; (2)中性层内侧压缩变形区内,受切向压应力作用的薄壁结构部分不致超过失稳而起皱; (3)如果管件有椭圆度的要求时,控制其断面产生畸变; (4)如果管件有承受内压力的强度要求时,控制其壁厚减薄的成形极限。



航萧管件有限公司成立于2016年,是一家集生产销售 弯管于一体的商贸公司,本公司主营 弯管等产品,拥有完整、科学的质量管理体系.本公司可以根据客户需求定制各种尺寸的 弯管。航萧管件有限公司的诚信、实力和 弯管产品质量获得业界的认可。欢迎各界朋友莅临参观、指导和业务洽谈。



全自动弯管机的主要组成部分是什么 伴随着全自动弯管机行业的不断发展,该设备因其精度高、性能稳定、操作简便、安全可靠,广泛用于航空、航天、汽车、机车、摩托车、船舶、石油化工、电力、天然气、核电、锅炉、车辆、健身器材、运动用品等各种管件的弯管加工。下边,全自动弯管机厂家为您介绍全自动弯管机的主要部件是什么。 一、数控弯管机弯管机机身部分:主轴框架部分采用槽钢焊接而成,主轴上下轴承支撑板安装在机架上,钢板厚度为15mm。 二、系统部件:液压系统部件采用民用附件或飞机液压附件。 三、传动部件:传动部件由油缸,齿条,齿轮,驱动轴组成。 四、模具部件:模具部件是根据不同形面直径制作的辅具,由轴承钢或轧辊钢制成,经过热处理HRC48~52。 五、夹持部件:液压夹持部件包括滑板、摇臂和液压油缸,油缸的伸缩带动摇臂运动。 六、电器部件: 1、全自动弯管机、电动液压弯管机(电动)的结构和工作原理: 电油泵、高压油管、快速接头、工作油缸、柱塞、弯管部件包括上、下纸板、模头、滚轴等组成,电油泵输出的高压油,经高压油管送入工作油缸,高压油推动工作油缸内柱塞,通过弯管部件弯管产生推力。 2、电动液压弯管机(电动)的用途: 该弯管机主要用于工厂、仓库、码头、建筑、铁路、汽车等管线的安装和维修,除具有弯管功能外,还可将弯管部件(油缸)卸下,用作分离的液压起顶机。 那以上就是对全自动弯管机的主要组成部分的一些介绍了,大家可以了解一下!



hangx

弯管的质量下降是什么原因引起的。a、影响弯管质量的原因还有这两点:弯管本身自带的弯曲性,弯管表面的腐蚀程度。在作业的时候,工作人员首先要清楚被加工管道的原材料有哪些,对于加工性能要有所了解,尤其是对其表面的腐蚀程度要做出准确的判断。 b、在纯弯曲的时候,弯管中性层的外侧受拉力在外力的影响下而变薄,内侧的受压力在这起作用下而变厚,管子的横截面因为合力的缘故发生改变,从而引起了弯管质量的下降。改善方式:按照规定要求,严格控制RX和SX的数值来确保质量。 c、弯胎的精度是可以直接决定弯管质量的原因之一,在制作弯胎的时候,尺寸一定要控制在规定范围内。 d、弯管时外侧拉力变厚内侧压力变薄,所在的方位和弯管的方式是不一样的,在压缩弯曲的过程中,中性轴是处在距离外壁的三分之一的地方,在回弯工作的时候,中性轴是在距离外壁的三分之二处,由此可见,使用旋弯的方法对于弯曲薄壁管道是有益处的。





 扫一扫
扫一扫