【全新视界!】钢材专业生产团队产品视频,带你领略产品新风尚!
以下是:阜新新邱钢材专业生产团队的图文介绍


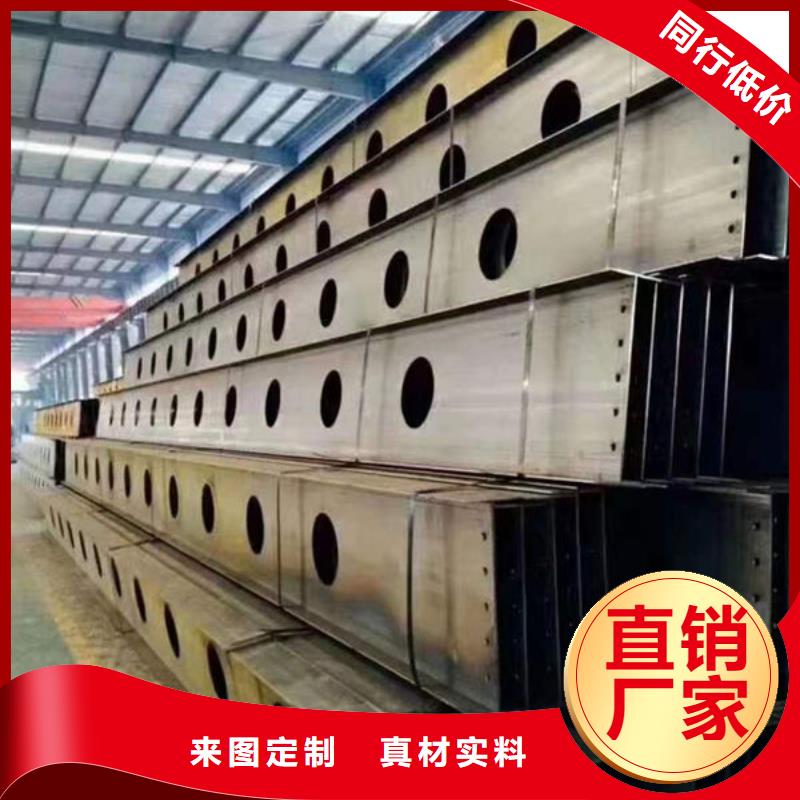
阜新新邱螺旋钢管是怎么制作的1.涂油打标:在检查合格的螺旋管进行涂油操作以防腐蚀,并根据客户的要求进行打标。2.矫平铣边:使用压砧机将原来卷曲的钢板调平,再通过铣边机对钢板两边缘进行双面铣削,使之达到要求的板宽、板边平行度和坡口形状。3、剪切成型:将钢 板沿外沿螺旋卷曲成管状。4.对焊切割:采用双面埋弧焊技术进行预焊接,内焊接,外焊接。将焊接成型的钢管使用等离子尺切割成规范长度。5.目视检查:由专业技术人员对一些基本的参数进行检查。6.超声波探伤:对内外焊缝及焊缝两侧母材进行的检查。7.X射线探伤:对内外焊缝进行 的X射线工业电视检查,采用图象处理系统以保证探伤的灵敏度。8.打压试验:在水压试验机上对阜新新邱螺旋钢管进行逐根检验以保证钢材管达到标准要求的试验压力。9.倒棱平头:将检验合格后的阜新新邱螺旋钢管进行管端加工,达到要求的管端坡口尺寸。10.后检查:阜新新邱螺旋钢管再次进行超声波和X射线探伤以及进行管端磁粉检验,检查是否存在焊接问题及管端缺陷。



角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(新邱区分公司)坐落在解放东路青山湖南大道金城国际钢材市场43栋20号,公司拥有的员工队伍从高层管理到车间普通员工,他们的敬业精神配合我们人性化的考核式管理制度,从而保证我们的产品和服务能很好地呈现在客户面前。 公司的主营产品: 槽钢等系列产品;角钢槽钢工字钢无缝钢管不锈钢板赣达金属材料(新邱区分公司)全体员工用自己的执著、诚信和尊严,精心打造每一件产品。欢迎广大客户来电来涵,莅临指导。我们期待着与您的合作,让我们携手共进!


阜新新邱线材轧制新工艺粗轧机组、中轧机组均为短应力线轧机,呈平立交替布置,每架轧机采用直流电机经组合齿轮箱单独传动,立式轧机为上传动。这种轧机刚度大、轧制产品精度高、设备重量轻、换辊(换机架)时间短,已成为目前世界上中小型轧机使用较多的一种主导机型。为改善轧件头尾温差大,对于奥氏体、高合金工具钢等难变形钢类钢材,轧件头尾温差直接影响轧制过程中的变形,同时要实现尺寸精度高,金相组织均匀的要求,为此该轧线的中轧机组前设置电感应加热炉控制温度(可补偿100℃一200℃),充分减少钢坯的头尾温差。脱头轧制也就是粗轧机组与中轧机组间不发生连轧关系,采用脱头轧制技术的典型特殊钢棒线材(高速工具钢、奥氏体、马氏体不锈钢、易切削钢)。



阜新新邱螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双面埋弧焊工艺焊接而成的螺旋缝钢管。它有着近100年的历史,首先德国人于1885年发明二辊斜扎穿孔机,1981年又发明了周期扎管机;接着1903年瑞士人施蒂费尔发明自动扎管机(也称顶头式扎管机),开始形成近代阜新新邱螺旋钢管工业;20世纪30年代由于采用了三辊扎管机,挤压机,周期式冷扎管机,改善了钢管的品种质量;60年代由于连扎管机的改进,三辊穿孔机的出现,特别是应用张力减径机和连铸坯的成功,提高了生产效率,增强了阜新新邱螺旋钢管与焊管竞争的能力;70年代螺旋管与焊管钢材正并驾齐驱,世界阜新新邱螺旋钢管产量以每年5%以上的速度递增;中国1953年后重视发展阜新新邱螺旋钢管工业,已初步形成扎制各种大、中、小型管材的生产体系。








 扫一扫
扫一扫